
Foto: Kongsberg Våpenfabrikk - Eksempler å verktøy fra Kongsberg Våpenfabrikk.
Like etter første verdenskrig ble det satt ned en særskilt kommisjon som skulle vurdere hvordan Raufoss Patronfabrikk og Kongsberg Våpenfabrikk kunne omstilles til sivil produksjon. Målet var å utnytte maskinparken og holde sysselsettingen noenlunde oppe. Mange produkter ble vurdert, og direktør Johan Jørgen Schwarz tok amerikabåten Stavangerfjord i februar 1920 blant annet for å besøke amerikanske bilprodusenter. I USA besøkte han også flere større verktøyprodusenter og maskinfirmaer. Det som kom konkret ut av turen, var bestilling av flere verktøymaskiner. En forutsetning for omstilling av Hærens fabrikker var at de ikke skulle konkurrere med innenlandske bedrifter. Produktene skulle fungere som erstatning for produkter som måtte importeres til Norge. Verktøy var et slikt område, og Kongsberg Våpenfabrikk hadde allerede erfaring med egenproduksjon av verktøy. Terskelen ble derfor ikke veldig høy.
Det ble startet opp produksjon av: skiftenøkler, rørtenger, rørkuttere, kombinasjonstenger, flattenger, telefontenger, hovtenger, skråavbitere, huggjern, høveljern, gjengeverktøy, sylindriske spiralbor, koniske spiralbor, kjettingtenger og boltekuttere. Hovedproduktene var skiftenøkler, ulike tenger og spiralbor. Det skulle imidlertid vise seg at å konkurrere med store spesialiserte og masseproduserende utenlandske fabrikker var vanskelig. Disse kunne tilby svært lave enhetspriser. I tillegg var 1920-tellet preget av vanskelige tider og usikkerhet. Likevel klarte KV å etablere seg som en vesentlig verktøyprodusent i mellomkrigstiden.
1. november 1925 ble verktøysalget og en del andre varer overdratt til firmaet A/S Watt. Firmaet etablerte et utsalg i Oslo under betegnelsen «Kongsberg Våpenfabrikks Salgskontor». En del salg til større engros firmaer foregikk fortsatt direkte fra KV. Salgskontoret ble derfor ikke noen stor suksess. KV hadde på dette tidspunktet også skaffet seg agenter i utlandet.
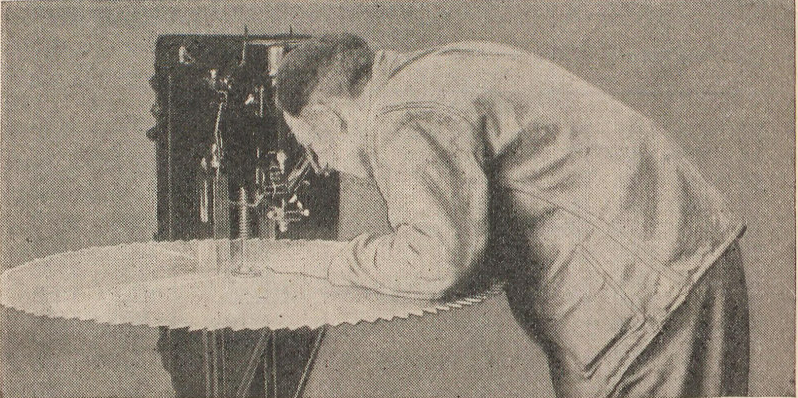
Foto: Kongsberg Våpenfabrikk - Varmebehandlingskontroll av sirkelsagblader i Vickers prøvemaskin.
Import av sagblad representerte ganske store beløp. Kongsberg Våpenfabrikk gjorde grundige undersøkelser og eksperimenter før man ville satse på slike produkter. I begynnelsen produserte man baufilblad og koldsagblad for jern- og metallkapping, samt sirkelsagblad for trebearbeiding.
Skiftenøkkelen og bakken ble smidd under fallhammer i sinker med gravert form av arbeidsstykket. Deretter ble delene bearbeidet ved fresing, boring, sliping osv. Herdingen ble gjennomført i moderne ovner.
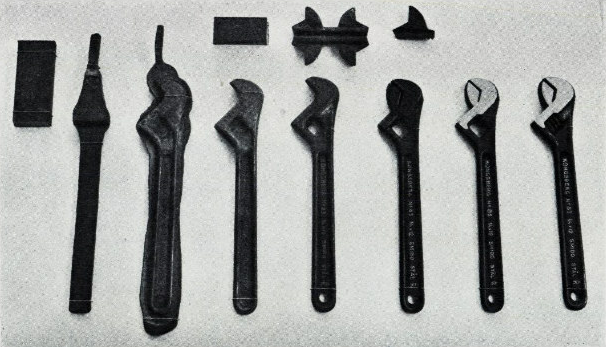
Foto: Kongsberg Våpenfabrikk - Produksjonssteg i forbindelse med produksjon av skiftenøkler.
Hurtigstålbor med konisk tange ble laget av to typer stål. Hurtigstål ble benyttet i selve boret og et seigt kromnikkelstål ble benyttet i tangen. De to stålstykkene ble sammensatt ved elektrisk stumpsveising. Maskineringen foregikk i spesialmaskiner. Varmebehandlingen med herding og løping ble gjennomført i elektriske saltbadovner med meget fin temperaturkontroll.
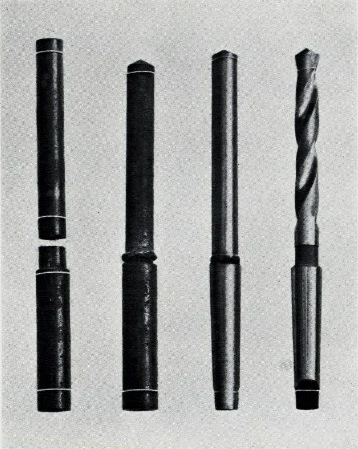
Foto: Kongsberg Våpenfabrikk - Produksjonssteg i forbindelse med produksjon av hurtigstålbor
Huggjern og høveljern ble framstilt av jern og stål som var sammensveiset. Det ble benyttet lett legert verktøystål. Dette ga et homogent og pålitelig verktøy. Når eggen ble riktig slipt og brynt så ble eggen skarp, sterk og holdbar.
En viss prosent av verktøypartiene ble tatt ut for å gjennomgå bestemte praktiske prøver. Dette kunne være belastnings- og slagprøver, boring i standardmaterialer osv.
Under andre verdenskrig hadde KV en betydelig verktøyproduksjon siden importen stoppet opp. Men produksjonen kunne vært enda høyere hadde det ikke vært for at tyskerne krevde at våpenleveransene ble prioritert. Høsten 1940 var ca. 30 prosent av arbeiderne engasjert i militær produksjon. Ett år senere var den 60 prosent. I 1945 var dette snudd på hodet med bare 15 prosent sivil produksjon.
Maskinparken hadde blitt nedslitt i løpet av krigsårene 1940-45. I gjenreisningstiden like etter andre verdenskrig gikk den sivile produksjonen likevel relativt godt. Det viktigste satsingsområdet var verktøy. Særlig skiftenøkler, rørtenger og spiralbor. Mangel på brensel gjorde sagblad til et ettertraktet produkt.
Bedriften hadde som helhet blitt vant med å jobbe i sakte protest mot tyskerne, og prisene på verktøyet ble satt til forbrukt tid og materiell samt en fortjeneste på 8-10 prosent. Kundene måtte derfor i etterkrigstiden betale relativt dyrt på grunn av manglende omstilling hos KV. F.eks. ble det antatt at spiralborproduksjonen hadde en fortjeneste på rundt 19 prosent. I en økonomisk gjennomgang av produktene rundt 1950 viste det seg i realiteten at det var et tap på rundt 19 prosent.
Kongsberg Industri startet opp våren 1971 med to personer. I november 1972 hadde dette økt til 46 personer. 10 personer var fast ansatte i kontor og ledelsesfunksjoner, mens de øvrige 36 var såkalt yrkesvalghemmede. Bedriften skulle være en attføringsbedrift der målet var at de ansatte skulle over i annet arbeid innen et år. Produksjonsrettigheter og utstyr for produksjon av skiftenøkler, rørtenger, kjettingtenger og boltekuttere ble overtatt fra Kongsberg Våpenfabrikk. KV bidro med kompetanse til å få produksjonen i gang.
I 1978 fikk bedriften leid et lokale på Rødberg for å avhjelpe på plassmangelen i Kongsberg. På Rødberg hadde man et bygg på 400 kvm.
Etter 10 års drift hadde bedriften høsten 1981 økt bemanningen til 58 yrkesvalghemmede arbeidstakere hvorav 16 jobbet i Rødberg, mens resten jobbet på Kongsgårsmoen. På Kongsgårdsmoen tok bedriften denne høsten i bruk et nytt tilbygg på 650 kvm i tillegg til de 1000 kvm de hadde fra før. Utvidelsen medførte ikke flere ansatte eller økt produksjon, men forbedret arbeidsforholdene. På dette tidspunktet gikk 25 % av produktene som eksport til utlandet, og sto for inntekter for vel en million.
Bedriften hadde som mål å gå i balanse, og satset på kvalitet fremfor pris. Konkurransen i verktøymarkedet strammet seg etter hvert til. I 1992 utgjorde verktøyproduksjonen 82 prosent av omsetningen ved KI. I 1993 var denne redusert til 38 prosent av en omsetning på 6,4 millioner.
Toto Bubbles India Ltd ble etablert som et privat selskap 19. mars 1981 med hovedkontor i Dehli, India. Firmaet produkserte utstyr og maskiner.
I mai 1994 inngikk Kongsberg Industri (KI) avtale med Toto Bubbles India Ltd hvor det indiske selskapet overtok KIs design samt en del av maskinene. Som betaling for maskiner og teknologi fikk Kongsberg Industri 133 000 USD. Det indiske selskapet kunne levere skiftenøkler til i Oslo for halvparten av prisen som KI måtte ha for å gå i balanse.
Firmaet status er pr i dag oppført med status under avvikling.
Kilder:
- Råd og vink om bruk av sirkelsagblader - Kongsberg Våpenfabrikk
- Kongsberg våbenfabrikk i forsvarets og arbeidslivets tjeneste : 20. mars 1814-20. mars 1939, side 19-20
- Kongsberg Tidende 20. november 1972
- Laagendalsposten 27. oktober 1981
- Laagendalsposten 22. juni 1994
- Kongsberg Våpenfabriks Historie 1814-1945 - Troskap og flid, Christine Myrvang, side 518-521, 535, 540-541, 608.
- Kongsberg Våpenfabriks Historie 1945-1987 - Moderninseringslokomotivet, Knut Øyangen, side 30-39.